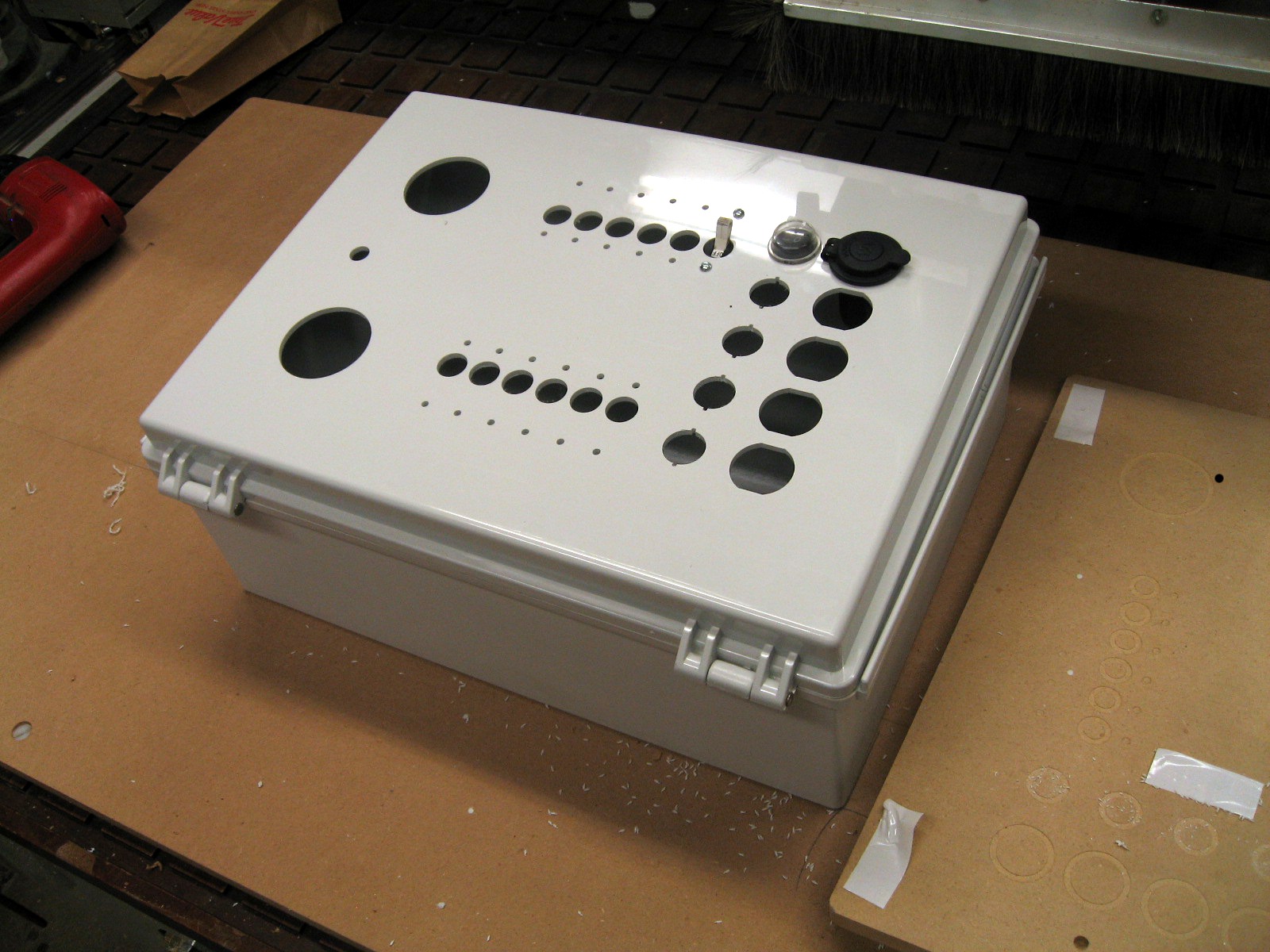
David Heiserrer, of Jiggernaut fame is renovating a sailboat, and part of the renovation involves some new electrical doodads, so he emailed me a file and dropped off the electrical box you see in the picture above, except it had none of those holes in it.
How to mount such a thing on the table for cutting? The four mounting holes on the back with threaded inserts looked like a good bet. It turned out to be a standard polycarbonate enclosure from Hoffman, so a datasheet showing the spacing of the mounting hole spacing was pretty easy to turn up.

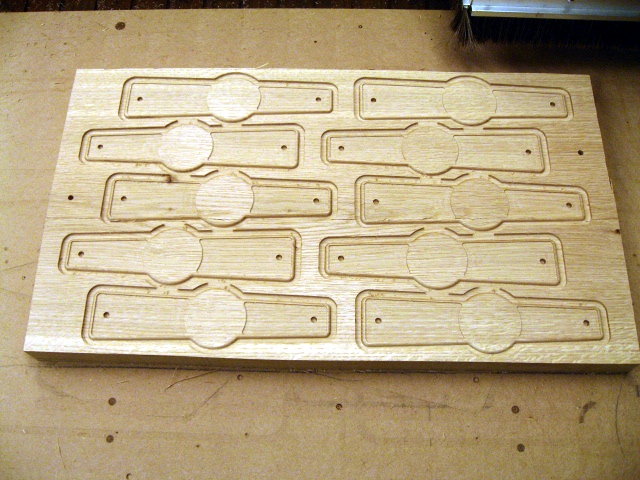
It was the perfect opportunity to do something useful with an oil-stained piece of half inch MDF that was sitting around. I quickly programmed and drilled the rather oddly spaced hole pattern and mounted the board to the back of the enclosure using flathead screws, then mounted the board to the machine.

Experience has shown that an unsupported piece of plastic like the door (where I needed to do the cutting) will vibrate like a drumhead, so I also cut another piece of half inch MDF to fit inside the door to back it up and attached it with double sided tape.
David’s original design had round holes for all the components, but he brought samples. A little quick googling turned up datasheets for all of them, so I fine tuned the dimensions and added anti rotation features.

David now has a very high quality electrical box with parts that will remain neatly aligned. It doesn’t matter whether I have to think inside the box, outside the box, or both, my focus is always on creative solutions to my customers problems!